Ignite Resources have a proprietary process that they have developed for the generation of oil from wood. This process can also be adapted for the conversion of lignite to oil.
Ignite Resources operate a pilot plant for their proprietary process to convert lignite and wood to liquid fuels at their facility in Gosford, New South Wales. The process produces a waste gas stream with high H2S levels running on lignite. A high efficiency removal system is required before venting to atmosphere.
The requirements for the project were to:
Remove H2S in concentrations up to 18,000ppm at high removal efficiency.
Control the rate of extraction of the gas at levels to match what is produced by the main process.
Discharge the cleaned gas at a controlled pressure to suit the Ignite reflux system.
H2S REMOVAL SOLUTION
We were able to propose different options for the removal of H2S and considered the best alternative for this small capacity batch process to be scrubbing with a non-recoverable liquid reagent. Minimising capital cost was more important than operating cost. The converse is true for larger commercial scale plant and solid regenerable absorbent producing elemental sulphur would be the preferred option. Working collaboratively with Ignite Resources the scrubber was fabricated under license in the Ignite Resources workshop to our drawings and specifications.
The main reagent selected for this duty was a Champion Technologies Gastreat I-158. The H2S diffuses the gas liquid interface and dissolves into H+ and HS- ions. The HS- ion diffuses through the liquid phase and reacts with the triazine molecule in the Gastreat. Caustic is added and the pH is controlled in a range of 8 to 11 which optimises the reaction.
Key elements of the design were:
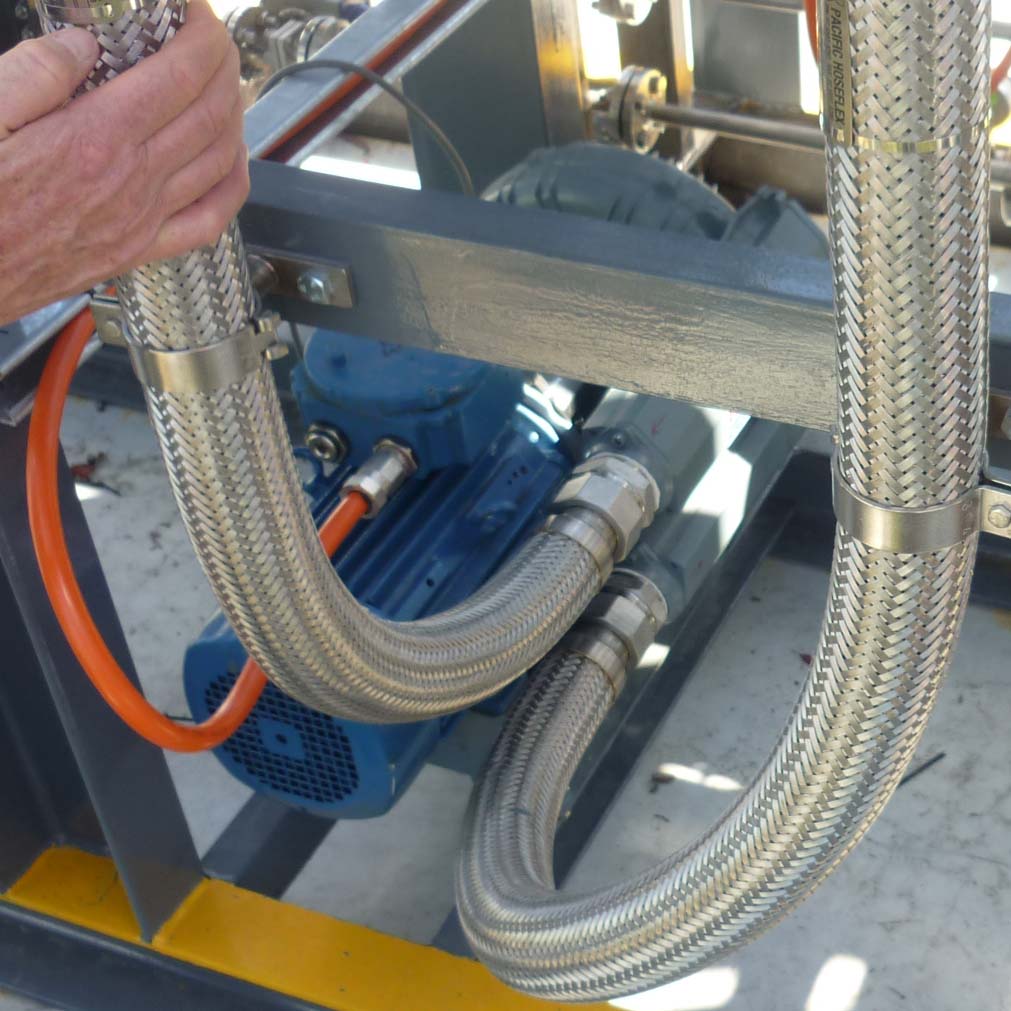
A gas recirculation system to control the amount of gas exhausted from the process.
Three reactor vesels in series each with multiple liquor sprays to ensure optimum gas/liquor contact and retention time.
Two liquor circulation pumps so that the incoming gas is first contacted with the partially spent reagent and the final gas pass is contacted with the maximum reagent concentration.
Two dosing pumps, one for reagent injection and one for caustic injection to ensure pH in the optimum range.